鉄パイプ加工なら丸芝製作所にお任せ下さい。加工サイズはΦ300 x 2500Lまで、薄物から肉厚物まで幅広く対応。マザック製のNC旋盤や複合機(INTEGREX)によりパイプ加工を行います。
仕様一覧
| 加工方法 | 旋削 |
|---|---|
| 最大加工サイズ | Φ300 x 2500L |
| 対応範囲 | 薄物から肉厚物まで幅広く対応 |
| 主要材料 | STKM、SS400、S45C、SCM435他 |
| 業界・分野 | 運搬機器、ジャッキ、地質掘削、油圧機器、車両関連他 |
| 主要加工機 | マザック製のNC旋盤、複合機(INTEGREX) |
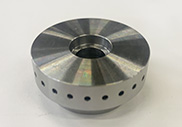
薄肉鉄パイプの加工実績

地質掘削用部品、STKM鉄パイプ。

STKM13A、螺旋形状加工のパイプ。複合機による。

STKM、鉄パイプ 両端に角ネジ加工
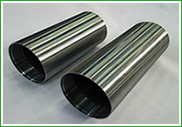
掘削用ドリル部品、STKM鉄パイプ

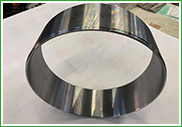
鉄(STKM)外径45 x 厚さ0.5、内径・外径精度 0.05、外径テーパー加工、内径ねじ加工。

STKMパイプ材、最薄部外径仕上Φ52X内径Φ50.5X長さ120L。
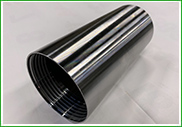
STKMパイプ材、外径仕上Φ85X内径Φ80X長さ180Lの両端内径にインチ6山の角ネジ加工。

STKMパイプ材、外径Φ72X内径Φ62X長さ13L仕上。ロット数量1000~3000個程度。
STKMパイプ材、φ241.8X8tX100L。

STKMパイプ、φ241.8X8tX100L。
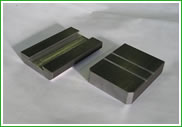
厚肉鉄パイプの加工実績

掘削用ドリル部品、S45C非調質材

S45C、社会インフラ系、ローラ部品
複合機やマシニングによる二次加工、複合加工
旋盤加工の他にも所有する複合機やマシニングセンタを駆使し、二次加工、各種処理、組立にも対応可能です。

鉄(SS400)□60。シャフト等組付け。凹凸部組合せ部品。嵌合部精度0.025。内径精度0.05

鉄。製缶品。内径公差H8。上下面内径真円度0.2。
鉄(S50C)。スライド用の逆テーパの切欠ぎ加工有り。

鉄(SS400)。シャフト、リング等を溶接後、メッキして完成。

鉄溶断品へのΦ13.5X最長150L貫通穴追加工。
鉄(S45C)、外径約φ39の外周にφ1.8穴を24カ所等配で穴加工。
注意: 以降の内容はAI技術を使用して自動生成されたものを元に専門家による監修のもとで提供されています。
情報の正確性や完全性を追求しておりますが、100%の保証をするものではありません。
1. 鉄パイプの概要
1-1. 鉄パイプ加工の基本となる知識

鉄パイプは、さまざまな建設材料や機械部品に使用される重要な素材です。これらのパイプは、鋼の一種であり、その強度、耐久性、柔軟性によって広範な用途に対応しています。鉄パイプ加工には特別な技術が必要であり、その基本として、材料の特性理解、適切な加工方法の選択、精度の維持などがあります。
2. 鉄パイプの規格と特性
2-1. STKM規格のパイプ
STKM規格は、一般的な構造用炭素鋼鋼管に用いられる規格で、機械構造用途に最適です。この規格は、特に耐久性と加工容易性に優れています。
2-2. SS400規格のパイプ
SS400規格の鉄パイプは、一般構造用鋼として広く使用されています。この規格のパイプは、良好な溶接性と加工性を備え、多様な用途に適しています。溶接品によく使用されます。
2-3. S45C規格のパイプ
S45C規格の鉄パイプは、中炭素鋼に分類され、高い強度と硬さを持ちます。これは、精密な機械部品などの製造に適しており、熱処理による特性の調整が可能です。炭素の含有量が多いため、溶接すると割れる可能性があります。
2-4. SCM435規格のパイプ
SCM435規格のパイプは、クロムモリブデン鋼に分類され、高い強度と靭性を持つ特徴があります。自動車部品や工業用途に多く用いられています。
3. 鉄パイプの加工技術
3-1. 切削加工

切削加工は、鉄パイプを所定の長さや形状に加工する基本的な技術です。精度を保ちながら、効率的に材料を切り出す技術が必要です。必要に応じて芯金やカラーなどの治具を使います。
3-1-1. ネジ加工

ネジ加工は、パイプの端部にネジを切る作業で、接続部の製造に不可欠です。この工程は精度が求められ、特に配管などのアプリケーションにおいて重要です。ネジ切り加工時にパイプが破れないよう、ネジとパイプのサイズに気を付ける必要があります。
3-1-2. 溝加工

溝加工は、パイプ表面に溝やキー溝を切る加工方法で、部品の固定や位置決めに使用されます。精密な測定と機械操作が要求される技術です。溝加工時にパイプが破れないよう、溝径とパイプのサイズに気を付ける必要があります。
3-1-3. 複合機やマシニングセンタを駆使した複合加工
複合加工は、複数の加工工程を一つの機械で行う高度な技術です。複合機やマシニングセンタを使用することで、効率性と精度を高めることができます。必要に応じて芯金やカラーなどの治具を使います。
3-2. 曲げ加工

曲げ加工は、パイプを特定の角度や形状に曲げる技術です。これには手曲げと機械曲げの二種類があります。曲げ加工時の展開長や脆性破壊などを考慮した設計が必要です。
3-2-1. 手曲げ
ネジ加工は、パイプの端部にネジを切る作業で、接続部の製造に不可欠です。この工程は精度が求められ、特に配管などのアプリケーションにおいて重要です。ネジ切り加工時にパイプが破れないよう、ネジとパイプのサイズに気を付ける必要があります。
3-2-2. 機械曲げ
機械曲げは、曲げ機械を使用して一定の曲率を持つパイプを製造する方法です。大量生産に適しており、均一な品質を保証します。径や角度を考慮した曲げ駒などの治具が必要な場合もあります。
3-3. 切断加工

切断加工は、パイプを特定の長さに切断する作業で、多くの加工プロジェクトの初期段階で行われます。鋸盤やカッター等で切断します。
3-4. 溶接加工

溶接加工は、パイプ同士を繋ぐための技術で、高い技術力と正確な操作が必要です。溶接により、強度と密封性を確保します。SS400などの低炭素鋼が使用されます。
4. 鉄パイプ加工時の品質管理
鉄パイプの加工においては、品質管理が非常に重要です。これには、寸法の正確さ、表面の仕上がり、強度などの品質基準を満たすことが含まれます。また、加工過程における品質チェックと、最終製品の検査が不可欠です。特に加工後の寸法公差、錆に対する注意が必要です。
5. 適切な冷却と潤滑の確保
加工中の鉄パイプは、高温になりやすく、これが品質に影響を及ぼすことがあります。適切な冷却と潤滑は、加工精度を保ち、工具の摩耗を減少させ、最終製品の品質を向上させます。
旋盤やマシニングセンター等での機械加工時には切削油等で冷却させることが主流です。
6. 材料の特性に応じた加工方法の選択
異なる鉄パイプ規格はそれぞれ異なる特性を持っています。加工方法の選択には、これらの特性を理解し、材料に適した技術を適用することが重要です。溶接性や脆性、錆等を考慮する必要があります。
7. 正確な寸法の維持
鉄パイプ加工においては、設計寸法の正確な維持が重要です。これは、製品の性能と安全性に直接関係しており、高精度の測定機器と技術が必要です。加工プロセス全体を通じて、寸法の精度を保つための厳格な管理が求められます。そのために芯金やカラーなどの治具を適宜用意します。


Mazak NC旋盤 M4
自動盤紹介動画
サプライチェーンチャレンジ
![]()
首都圏中央道路自動車道
日の出インターより4.5km
〒198-0051
東京都青梅市友田町2-746
![]()
COPYRIGHT © MARUSHIBA Co.,Ltd. ALLRIGHTS RESERVED.